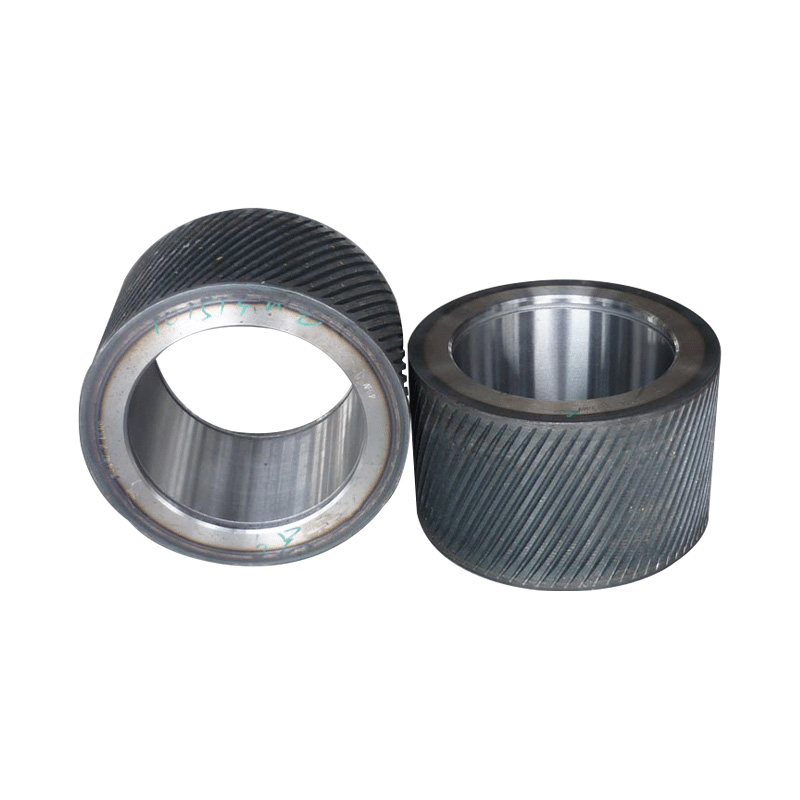
Matrice anulare per mulino a pellet di biomassa e fertilizzanti



Le nostre matrici anulari per pellettizzatori di biomassa e fertilizzanti sono realizzate in acciaio legato di alta qualità o acciaio inossidabile ad alto contenuto di cromo. Vengono lavorate mediante forgiatura, tornitura, foratura, rettifica, trattamento termico e altri processi. Grazie a una rigorosa gestione della produzione e a un sistema di controllo qualità, la durezza, l'uniformità e la finitura dei fori delle matrici anulari prodotte sono di alta qualità. Non solo miglioriamo la durata delle matrici anulari, ma miglioriamo anche l'aspetto e la consistenza dei pellet estrusi, ottenendo una superficie liscia, pellet uniformi e un basso tasso di frantumazione del materiale in ingresso.


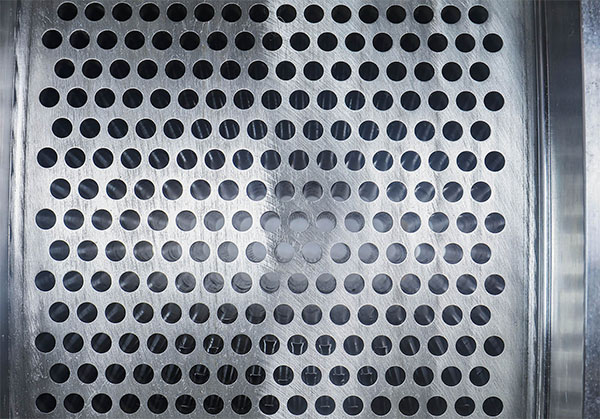
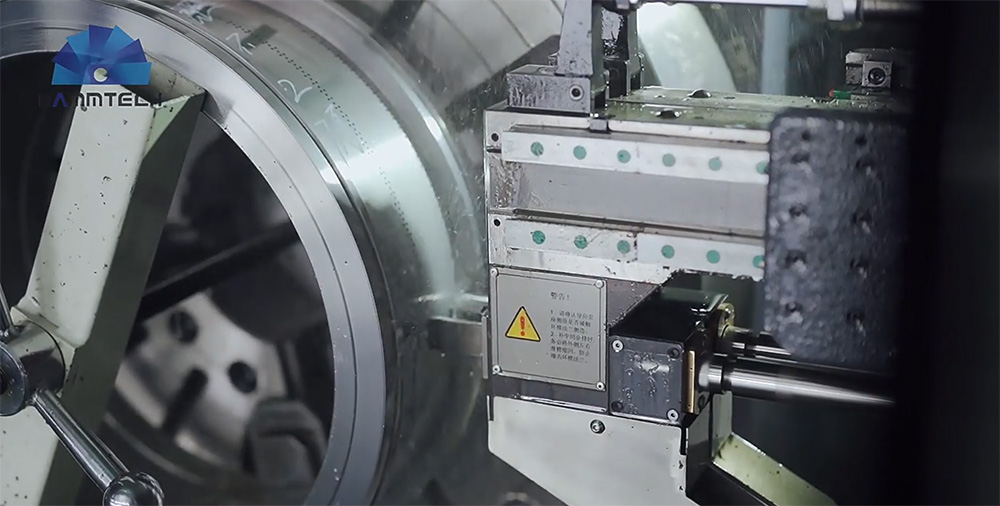
Per la lavorazione dei fori degli stampi vengono utilizzate attrezzature, utensili e software di foratura tedeschi all'avanguardia.
I fori della matrice sono posizionati con elevata precisione.
L'elevata velocità di rotazione, gli utensili importati e il refrigerante garantiscono le condizioni di processo necessarie per la foratura.
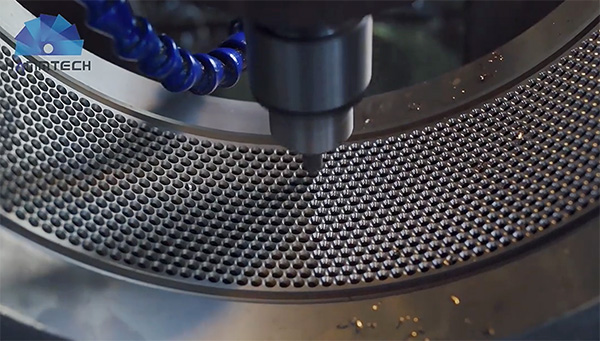
La rugosità del foro della matrice lavorato è minima, il che garantisce la resa e la qualità della pellettizzazione.
La qualità e la durata degli stampi sono garantite.
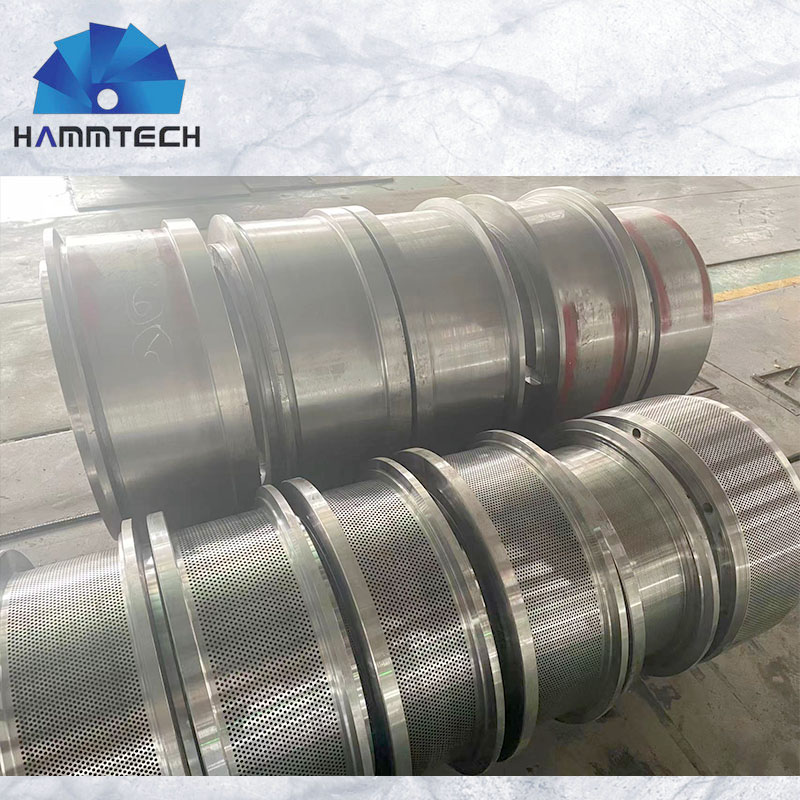
Forgiatura della materia prima —Tornitura grossolana —Tornitura a metà —Perforare il foro —Rettifica del foro interno
Foro filettato —Fresatura della chiavetta —Trattamento termico —Terminare la rotazione —Imballaggio e consegna
Come si effettua la manutenzione e l'ispezione della matrice ad anello?
A. I rulli devono essere regolati correttamente; assicurarsi che gli ingressi dei fori non vengano danneggiati dal contatto con i rulli o da corpi estranei metallici.
B. Il materiale deve essere distribuito uniformemente su tutta l'area di lavoro.
C. Assicurarsi che tutti i fori funzionino in modo uniforme, aprendo quelli ostruiti se necessario.
D. Quando si cambiano le matrici, ispezionare attentamente le condizioni delle superfici di appoggio della matrice e dei sistemi di fissaggio, compresi il collare, il morsetto o l'anello di usura.