Lo stampo ad anello per pellettizzatrici è un pezzo forgiato in lega che ha subito processi di lavorazione di alta precisione e speciali trattamenti termici. Solitamente, il materiale dello stampo ad anello richiede una certa durezza superficiale, una buona tenacità e resistenza all'usura del nucleo, nonché una buona resistenza alla corrosione.
Procedure di lavorazione tradizionali per stampi ad anello
Lo stampo ad anello è un componente circolare con una scanalatura esterna, ottenuto forgiando un grezzo e successivamente lavorato mediante taglio meccanico. Le procedure di lavorazione tradizionali per gli stampi ad anello includono principalmente forgiatura, tornitura di sgrossatura e di precisione, foratura, allargamento dei fori, trattamento termico e lucidatura per ottenere stampi ad anello finiti.
I diversi materiali utilizzati per gli stampi ad anello richiedono tecniche di lavorazione differenti, e gli stampi ad anello prodotti con lo stesso materiale ma utilizzando tecniche di lavorazione diverse presentano anche differenze significative in termini di prestazioni.

Processo di forgiatura dell'anello
La forgiatura è un metodo di formatura e lavorazione che utilizza utensili o stampi per applicare forze esterne a billette di metallo sotto pressione statica o d'impatto, provocando una deformazione plastica che ne modifica dimensioni, forma e proprietà, al fine di fabbricare parti meccaniche o semilavorati.
Selezionare l'acciaio in base alle specifiche richieste per lo stampo ad anello come materiale grezzo ed eseguire una preformatura mediante forgiatura. La qualità della forgiatura ad anello è correlata al processo di forgiatura del materiale e richiede una temperatura e un tempo di riscaldamento adeguati.
Processo di laminazione ad anello
Rispetto alla formatura per forgiatura, il processo di formatura ad anello mediante laminazione è una combinazione tra la laminazione ad anello e la tecnologia di produzione di componenti meccanici, che provoca una deformazione plastica locale continua dell'anello, consentendo così di ottenere una tecnologia di lavorazione plastica che riduce lo spessore della parete, espande il diametro e forma il profilo della sezione trasversale.
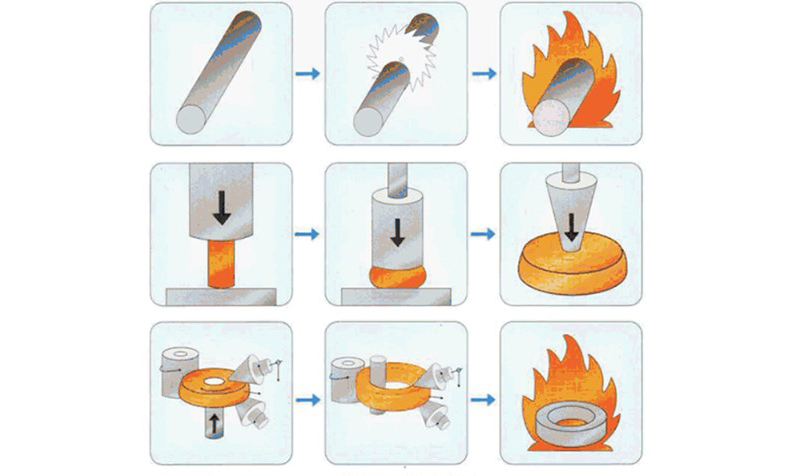
Caratteristiche del processo di laminazione degli anelli:L'utensile di laminazione per billette circolari è rotante e la deformazione è continua. La scelta del grezzo anulare gioca un ruolo cruciale nel processo di laminazione degli anelli. L'inizio e le dimensioni del grezzo determinano direttamente la distribuzione volumetrica iniziale del materiale, il grado di deformazione da laminazione e l'efficienza del flusso del metallo.

Data di pubblicazione: 17 giugno 2024